
Universal sensory clamp to increase machining quality, operator and machine safety.
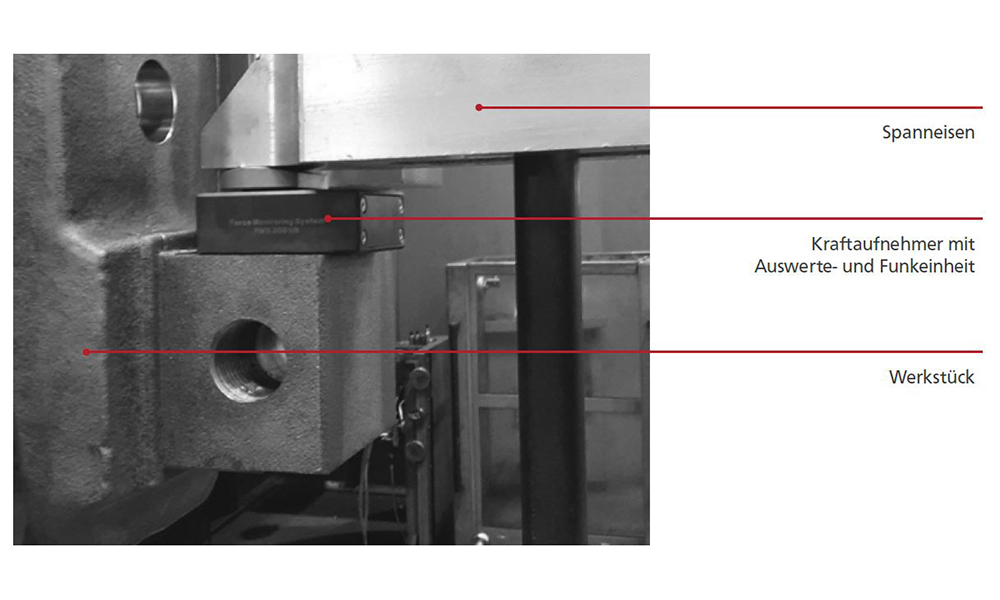
Workpiece loss in machining results from fixture or clamping failure. Its clamping and screw connections are subjected to the influences of settling and self-loosening. In production, the above-mentioned influences can lead to tolerance deviations or damage to machines and workpieces. In the development of fixtures, the geometry and static form changes of the raw and finished part are rarely taken into account, which can lead to the accumulation of natural frequencies and residual stresses. Their stimulation can favour the process of loosening. Likewise, a reduction of the clamping force can accompany with induced vibrations (tooth meshing). Due to the added value of the components, the process reliability and the availability of the machines demanded by the user as well as the protection of the operating personnel, special attention is therefore paid to a safety function such as the workpiece clamping control on machine tools for large and massive workpieces, cf. figure.
By providing and visualising the measurement data from the clamping force monitoring during set-up and within the machining process, production can be designed in a resource-saving way. Worst-case scenarios such as the uncontrolled release of a workpiece from the clamping device are prevented by active clamping force monitoring. The clamping force is recorded directly in the force flow on the component, so that filigree workpieces or semi-finished products can be fixed without the risk of incorrect loading. The applied clamping force can be checked and guaranteed at any time during the machining process and between individual work steps, there is no non-productive time for separate checking. Operational safety can be significantly increased by programmable tolerance thresholds and alarm thresholds.
